Woodworking machinery includes a wide variety of equipment, ranging from off‐road forest equipment to simple circular saws, band saws, and jig saws used in industrial and residential workshops. Extremely high noise levels produced by these woodworking machines during both operating and machine idle conditions pose a severe threat to the hearing of the operators of such machinery [61]. Many industrial woodworking machinery noise sources result from the use of saw blades and cutters.
The main types of sawing operations in woodworking machinery are circular sawing and band sawing. In both cases, noise is produced by aerodynamic sources involving the tooth and gullet area of the blade during idle, blade structural vibration noise, and structural vibration noise that is produced by workpiece‐related sources. Large numbers of circular saws are used all over the world to cut metal, stone, and wood. They are an effective but very noisy form of cutting tool. Circular saws of the carbide‐tipped design operating at relatively high peripheral speed (greater than 50 m/s) are usually responsible for the great majority of employee overexposures found in the woodworking industry. Circular saw blades are commonly found on cutoff/trim saws, single‐ and multiple‐blade rip saws, and panel saws [61].
Rotating rigid disks with various types of openings (gullets) cut into the rim have been used to study airflow disturbances and to predict aerodynamic noise of circular saw blades. The aerodynamic source mechanism involves fluctuating forces set up near the blade periphery. However, details of how this fluctuating force is created or the effect of gullet geometry on the noise produced is still unclear. Figure 11.12 shows the experimental observations made by Stewart of the effect of tip speed and gullet depth on aerodynamic noise generation for circular saw blades [62].
The results of Figure 11.12 indicate that doubling of tip speed results in a 15–18‐dB increase in aerodynamic noise level. Noise levels also depend on details of gullet geometry and saw blade plate thickness. In particular, the gullet depth has a direct effect on noise level, as shown in Figure 11.12.
Many different passive methods have been used to reduce the noise of circular saws. These range from source, path, to receiver approaches. The most effective approach is to control the saw noise at the source. One approach reported by Bobeczko involves minimizing the kerf (tooth width), slotting the blade body and adding collars to stiffen and damp the blade vibration (see Figures 11.13 and 11.14) [63]. Figure 11.14 shows that an A‐weighted noise reduction of 19 dB was achieved in this particular case. This particular type of blade was used extensively over seven years without mechanical problems [63]. To avoid problems, however, it should be made by a skilled machinist [63].
It is believed that the blade shown in Figure 11.13 is substantially quieter than similar blades, because (i) the natural modes of vibration have been changed, (ii) the slots allow some cancelation of sound radiated from the front and back of the blade, and (iii) the added collars and plugged stress release holes add some stiffness and damping, thus reducing the blade vibration and consequent sound radiation.
Ringing noise can also be reduced by mechanical clamping of the workpiece as shown, for example, in Figure 11.15. The blade‐radiated noise is also reduced because the saw blade is “buried” beneath the work table for much of the time, and the operator is shielded from its noise. Acoustical shielding such as this is particularly effective for the high‐frequency saw blade noise.
Cutters are widely used in the woodworking industry on machines such as planers, molders, cutters, routers, and the like to smooth and shape wood. Most cutters have several rows of knives that protrude above the cutter body, which is normally cylindrical. In many cases the machining process involves a peripheral milling in which each knife removes a “chip,” leaving a relatively smooth surface. The smoothness of the cut depends on the machine feeds and speeds used. Most cutters have straight knives (aligned parallel to the cutter rotational axis). This design of cutter is used because it is easy to manufacture and sharpen as needed. Although this design of cutter is effective in working the wood, it is inherently noisy.
The compression of the air, which is caused when cutters rotate near to a stationary surface, results in a siren‐type noise mechanism. This mechanism is very efficient in generating sound. This noise is pure tone in nature and occurs at the knife blade passing frequency (number of knives × rpm/60 Hz). The rotating cutter A‐weighted noise level increases with cutter rpm and also increases with decreasing distance (clearance) between the knives and the stationary surfaces [61]. The A‐weighted noise level produced by rotating cutters during idle also increases with increasing length of the cutter.
The noise during idle for machines equipped with cutters also increases with increased height of the knives and increased open area of the gullet. During cutting, the periodic impact of the cutter knives excites vibration in the wood workpiece (board) which usually becomes the dominant source of operator noise exposure. This noise is also pure tone in nature and takes place at knife BPF and harmonics of this frequency. Another factor that determines the noise radiated during cutting is the workpiece geometry.
Many different techniques have been used to reduce the noise of cutters, including making changes in cutter design. It has been shown that continuous helical cutter design is the most effective way for reducing both idling and cutter noise. This design effectively smoothes out the force input which dramatically reduces the vibration of the workpiece. Figure 11.16 shows the cutter force–time history for straight knife and helical cutters.
In some cases, noise reduction of cutters is accomplished by reducing the width of the workpiece, using slotted tables and air guides, performing machine design changes, modification of feed rates and rotating speeds, and using acoustical enclosures to control the noise in the path [61].
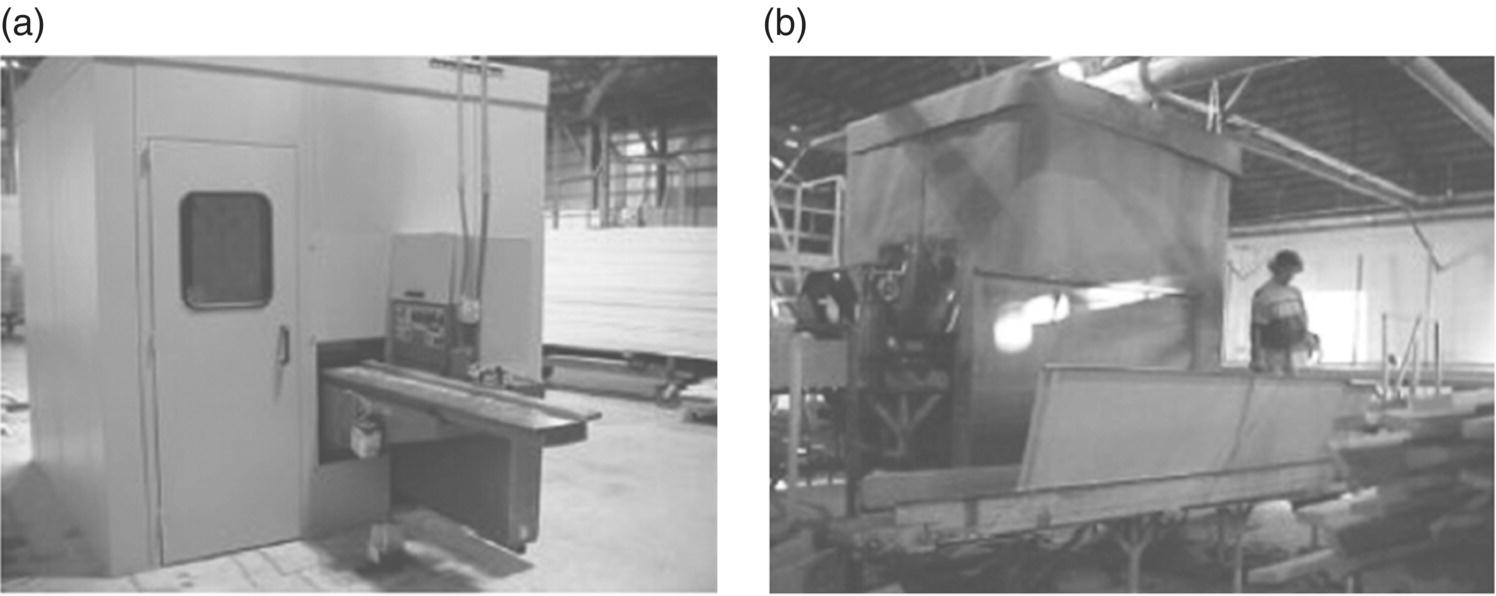
Complete durable panel enclosures such as those illustrated in Figure 11.17a can have an A‐weighted insertion loss of as much as 20 dB, provided considerable care is taken to seal the enclosure wherever it is possible and feasible. The enclosure shown in Figure 11.17a was built to house a wood molder and is provided with a viewing window and an entry door to provide access to the tool inside. An additional barrier/guard at the wood output location is provided to accommodate varying sizes of wood parts being molded [65]. The insertion loss is limited in practice by the need for the penetration provided for the workpiece. Figure 9.36 in Chapter 9 of this book shows another similar example of a woodworking machine enclosure for a band saw. The A‐weighted insertion loss of mass‐loaded vinyl barrier quilted blankets (commonly called “curtains”), as shown in Figure 11.17b, is typically only about 5–7 dB. However, the assembly of the curtain system is relatively simple and the cost of the mass‐loaded curtain system shown in Figure 11.17b is less than that of the complete enclosure shown in Figure 11.17a. Curtains, however, are not as durable as panel enclosures and normally must be replaced periodically.
Leave a Reply